在數(shù)字經(jīng)濟(jì)浪潮席卷全球的今天,有屋科技以前瞻性的戰(zhàn)略眼光,積極擁抱工業(yè)互聯(lián)網(wǎng),通過(guò)大量引入工業(yè)4.0智能制造技術(shù),并結(jié)合創(chuàng)新的互聯(lián)網(wǎng)銷售模式,實(shí)現(xiàn)了企業(yè)轉(zhuǎn)型升級(jí)的跨越式發(fā)展。
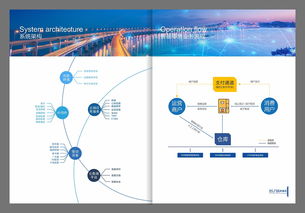
工業(yè)4.0智能制造技術(shù)在有屋科技生產(chǎn)體系中的深度應(yīng)用,使傳統(tǒng)家居制造煥發(fā)出新的活力。通過(guò)部署物聯(lián)網(wǎng)設(shè)備、自動(dòng)化生產(chǎn)線和智能機(jī)器人,有屋科技建立了實(shí)時(shí)數(shù)據(jù)采集與分析系統(tǒng),實(shí)現(xiàn)了生產(chǎn)過(guò)程的數(shù)字化、智能化管理。智能倉(cāng)儲(chǔ)系統(tǒng)通過(guò)RFID技術(shù)實(shí)現(xiàn)物料精準(zhǔn)追蹤,大大提升了供應(yīng)鏈效率;柔性生產(chǎn)線可根據(jù)客戶個(gè)性化需求快速調(diào)整生產(chǎn)方案,實(shí)現(xiàn)大規(guī)模定制化生產(chǎn);而基于數(shù)字孿生技術(shù)的虛擬工廠,更讓生產(chǎn)優(yōu)化和故障預(yù)測(cè)變得輕而易舉。
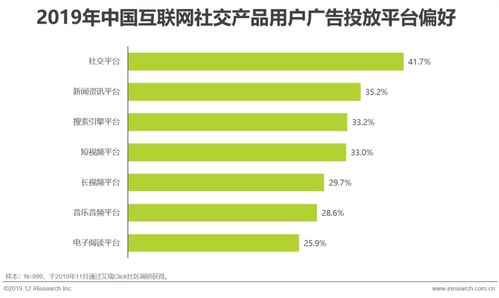
與此同時(shí),有屋科技成功打通了智能制造與互聯(lián)網(wǎng)銷售的閉環(huán)。通過(guò)構(gòu)建全渠道數(shù)字化營(yíng)銷體系,企業(yè)能夠直接觸達(dá)終端消費(fèi)者,收集用戶需求數(shù)據(jù)并實(shí)時(shí)反饋至生產(chǎn)端。線上商城、社交電商、直播帶貨等多元化銷售渠道,不僅拓展了市場(chǎng)覆蓋面,更通過(guò)用戶行為數(shù)據(jù)分析,為產(chǎn)品研發(fā)和精準(zhǔn)營(yíng)銷提供有力支撐。
這種“智能制造+互聯(lián)網(wǎng)銷售”的雙輪驅(qū)動(dòng)模式,為有屋科技帶來(lái)了顯著成效:生產(chǎn)效率提升30%以上,產(chǎn)品交付周期縮短40%,客戶滿意度達(dá)到歷史新高。更重要的是,企業(yè)建立了以數(shù)據(jù)為核心的運(yùn)營(yíng)體系,實(shí)現(xiàn)了從傳統(tǒng)制造商向智能服務(wù)商的華麗轉(zhuǎn)身。
有屋科技將繼續(xù)深化工業(yè)互聯(lián)網(wǎng)應(yīng)用,探索5G、人工智能等前沿技術(shù)在智能制造中的創(chuàng)新應(yīng)用,同時(shí)進(jìn)一步完善數(shù)字化銷售生態(tài),為消費(fèi)者提供更優(yōu)質(zhì)、更個(gè)性化的家居解決方案,在家居產(chǎn)業(yè)數(shù)字化變革中持續(xù)引領(lǐng)行業(yè)發(fā)展方向。